
EIPL successfully commissioned a 3 MW two-chamber incineration system for safe disposal of H₂S-rich sour gas with ammonia, integrated with heat recovery.
EIPL is pleased to announce the successful commissioning of a sour gas incineration system at the NRL refinery in Assam, India.
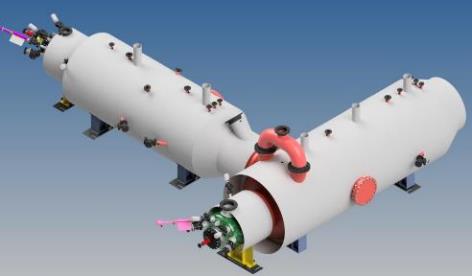
The system is designed to safely process H₂S-rich sour gas containing ammonia, ensuring effective destruction of hazardous components while meeting stringent environmental norms. A two-chamber incinerator configuration has been implemented to achieve high destruction efficiency and stable combustion performance.
The facility includes a robust burner system, followed by a Heat Recovery Boiler (HRB) to utilize the thermal energy from flue gases, improving overall system efficiency. The treated gases are safely discharged through a stack, ensuring compliance with emission standards.
With a capacity of 3 MW, the system provides reliable and continuous operation under varying process conditions.


Key Highlights
Client:
- Numaligarh Refinery Limited (NRL), Assam, India
Waste Stream:
- H₂S sour gas with ammonia
- Support fuel: fuel gas
Capacity:
- 3 MW
System Configuration:
- Two-chamber incinerator
- Burner system
- Heat Recovery Boiler
- Stack
Project Execution:
- Basic Design: Europem HQ
- EPC & Project Management: Europem India
Schedule:
- Commissioned: March 2021
Conclusion
This project highlights EIPL’s expertise in handling complex sour gas streams, delivering safe, efficient, and environmentally compliant solutions for refinery applications.



